Introduction
A stamping press is one of the most fundamental machines in modern metal manufacturing, enabling high-speed, repeatable shaping of sheet metal into precise components. But beyond the basic concept, many engineers, buyers, and production managers want to understand a deeper question: how does a stamping press actually work during operation?
The answer lies in a coordinated system of motion, force generation, and tooling interaction. From the moment energy is introduced into the machine to the instant a finished part is ejected, every stage of the cycle is controlled with precision.
In this guide, we break down the complete working principle of a stamping press, including the motion cycle, force generation, die interaction, and real-world production sequence. If you’re new to the topic, you may also want to review the fundamentals in our what is a stamping press guide.
Overview of the Stamping Press Working Principle
At its core, a stamping press converts input energy into controlled mechanical force to deform or cut metal using a die.
The process follows a simple but powerful principle:
- A press generates vertical motion through a ram (slide)
- A die set shapes or cuts the material
- The material is positioned between the upper and lower die
- Force is applied to permanently change the material shape
Unlike general machinery, a stamping press is not just about movement—it is about precision force delivery at a specific point in the stroke. This is what allows consistent production of identical parts at high speeds.
The Core Motion Cycle of a Stamping Press
Understanding the motion cycle is essential to understanding how a stamping press works. Each cycle represents one complete operation of forming or cutting.
Stroke Cycle Breakdown
A typical stamping press operates in a repeating cycle consisting of four key stages:
Top Dead Center (TDC)
The ram is at its highest position. This is the starting point before any force is applied.
Downstroke (Working Stroke)
The ram moves downward toward the material. During this phase:
- Speed may increase
- Force begins to build
- The punch approaches the workpiece
Bottom Dead Center (BDC)
This is the lowest point of the stroke and the moment where:
- Maximum force is applied
- Material deformation or cutting occurs
- The final shape is formed
Return Stroke (Upstroke)
The ram moves back upward:
- Pressure is released
- The formed part separates from the die
- The system resets for the next cycle
This cycle repeats continuously, often at speeds ranging from tens to hundreds of strokes per minute (SPM) depending on the machine.
Key Timing Factors
Several timing variables influence how the cycle performs:
- Stroke speed: Affects production rate and material behavior
- SPM (strokes per minute): Determines throughput
- Dwell time: Time spent at bottom position (important in forming processes)
These variables directly impact both product quality and tool life.
How Force Is Generated in a Stamping Press
While the motion cycle explains movement, the force generation mechanism explains how the machine actually performs work on the material.
Mechanical Press Force Generation
In a mechanical stamping press:
- A motor drives a flywheel, storing rotational energy
- The flywheel connects to a crankshaft or eccentric mechanism
- Rotational motion is converted into vertical motion of the ram
Key characteristics:
- Peak force occurs near bottom dead center
- Very efficient for high-speed production
- Ideal for operations like blanking and punching
Hydraulic Press Force Generation
In a hydraulic stamping press:
- Force is generated using pressurized hydraulic fluid
- A pump drives fluid into cylinders, pushing the ram downward
Key characteristics:
- Full tonnage available throughout the stroke
- Adjustable speed and pressure
- Better suited for deep drawing and complex forming
The Role of the Die in the Stamping Process
The stamping press provides motion and force—but the die determines the final shape.
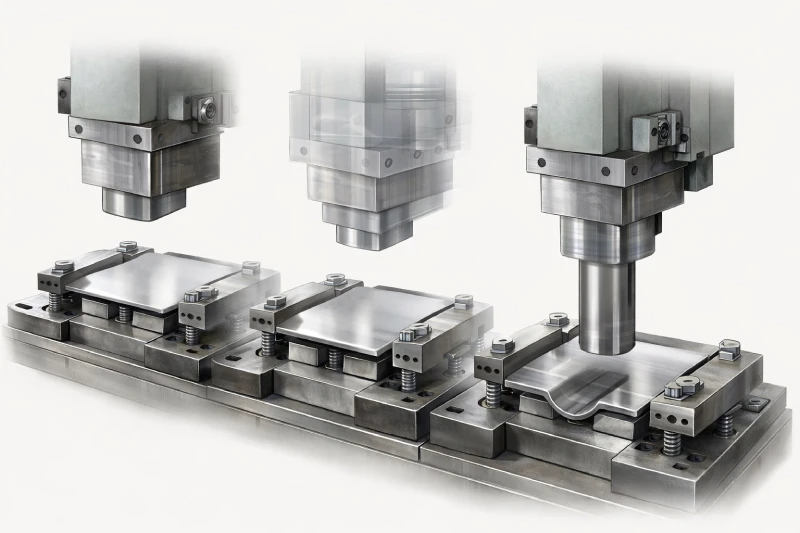
Upper and Lower Die Interaction
A typical die set consists of:
- Upper die (attached to ram)
- Lower die (mounted on bed)
During the downstroke:
- The punch (part of the upper die) enters the die cavity
- The material is forced into or against the lower die shape
This interaction is what defines the geometry of the final part.
Material Deformation Process
Depending on the operation, the die performs different actions:
- Cutting operations
- Blanking
- Punching
- Piercing
- Forming operations
- Bending
- Drawing
- Embossing
The material undergoes either:
- Shearing (cutting)
- Plastic deformation (forming)
Step-by-Step Stamping Process in Real Production
To connect theory with reality, let’s walk through how a stamping press operates in an actual production environment.
Step 1 — Material Feeding
Material is introduced into the press, typically in one of two forms:
- Coil-fed (continuous strip)
- Sheet-fed (individual blanks)
Automated feeders position the material precisely under the die.
Step 2 — Alignment and Positioning
Before the press activates:
- The material is aligned using guides or sensors
- Positioning accuracy is critical to avoid defects or tool damage
Even small misalignments can lead to:
- Scrap parts
- Die wear
- Equipment failure
Step 3 — Press Activation
Once the system is ready:
- The press cycle begins
- The ram descends toward the material
- Force builds progressively (or instantly in hydraulic systems)
Step 4 — Material Forming or Cutting
At bottom dead center:
- The punch engages the material
- The die applies the required shape or cut
- The transformation happens in milliseconds
This is the most critical moment in the process:
- Force must be sufficient
- Timing must be precise
- Tool alignment must be exact
Step 5 — Part Ejection
During the return stroke:
- The ram lifts away
- The finished part is released or ejected
- Scrap material (if any) is cleared
The system then prepares for the next cycle, often within fractions of a second.
Key Factors That Affect How a Stamping Press Works
Even though the working principle is consistent, performance can vary significantly depending on several factors.
1. Material Properties
- Thickness
- Strength (yield and tensile)
- Ductility
Harder materials require higher force and may reduce tool life.
2. Die Design
- Complexity of geometry
- Clearance between punch and die
- Number of stages (progressive dies)
A well-designed die ensures:
- Consistent part quality
- Efficient force distribution
3. Press Capacity (Tonnage)
The press must provide sufficient force to:
- Cut or form the material
- Overcome resistance without overloading
Undersized presses lead to incomplete forming, while oversized presses may reduce efficiency.
4. Stroke Length and Speed
- Longer strokes allow deeper forming
- Higher speeds increase productivity but may affect precision
Balancing speed and control is essential in high-volume manufacturing.
Common Working Variations Across Press Types
While the core principle remains the same, different press types modify how motion and force are applied.
Mechanical presses
- Fixed motion profile
- High speed, high productivity
Hydraulic presses
- Adjustable motion and pressure
- Better control for complex forming
Servo presses
- Programmable stroke and speed
- Combine flexibility with efficiency
Why Understanding the Working Principle Matters
A clear understanding of how a stamping press works is not just theoretical—it directly impacts real-world decisions.
It helps engineers and manufacturers:
- Optimize production processes
- Select the right press type for specific applications
- Improve tooling design and lifespan
- Reduce defects and downtime
For buyers, this knowledge also supports better equipment evaluation, ensuring the selected press matches production requirements.
Conclusion: From Motion to Precision Manufacturing
A stamping press operates through a precise sequence of motion, force generation, and tooling interaction. From the initial downstroke to the final part ejection, every step is engineered for consistency and efficiency.
By understanding how energy is transformed into controlled deformation, manufacturers can better optimize their processes, improve product quality, and select the right equipment for their needs.
If you’re exploring stamping solutions or evaluating press systems, mastering this working principle is the first step toward making informed, high-impact decisions.
